
Client Background
A specialist manufacturer of low-level access platforms had built a reputation for safety, reliability, and innovative mast-lift solutions. Their products serve industries where working at height demands absolute precision and trust.
Client Brief
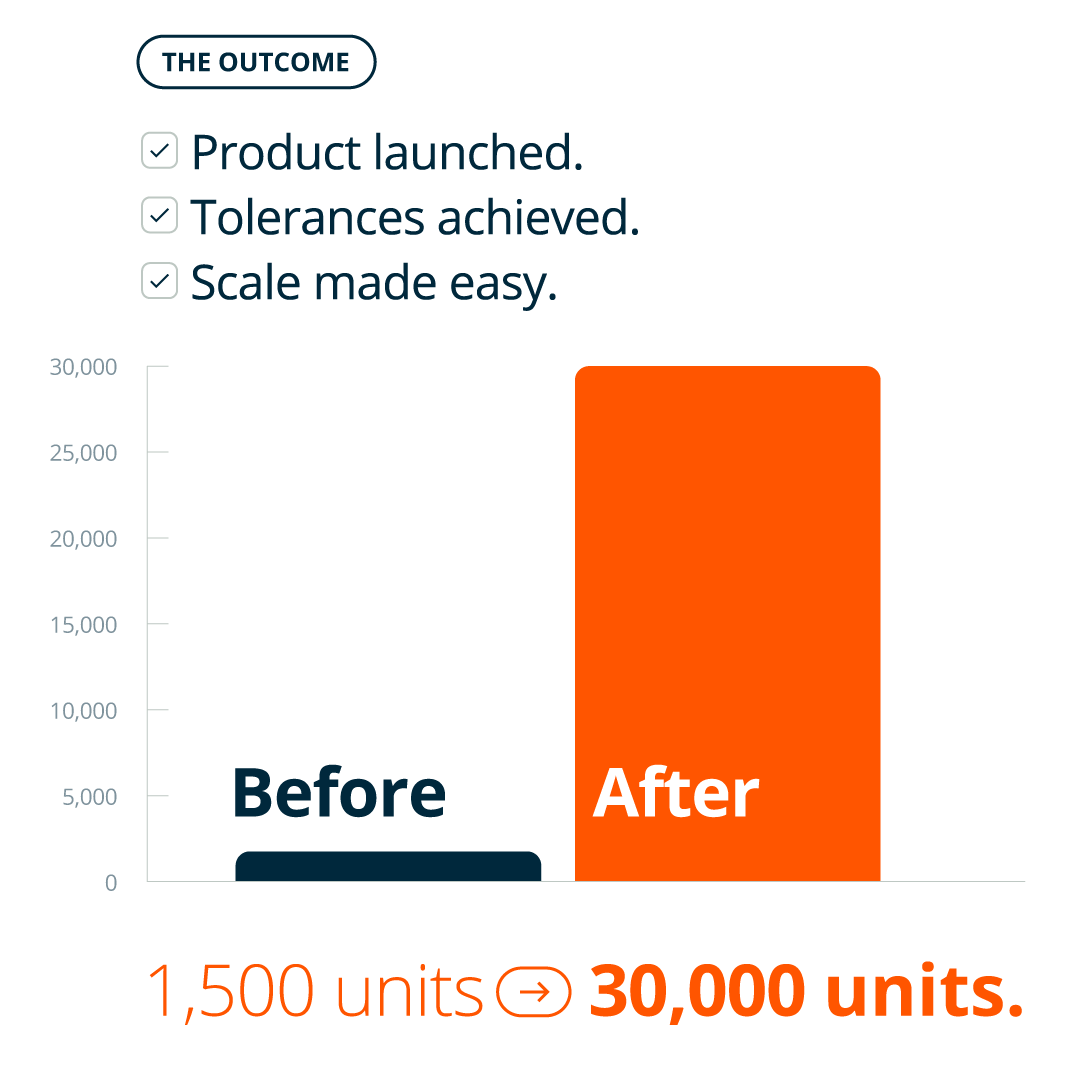
The company was preparing to launch a new product line and had ambitious growth targets: an estimated 1,500 units in year one, scaling to 30,000 units by year five. To achieve this, they needed a supply chain partner who could not only meet their strict quality requirements but grow alongside them.
The stakes were significant. They needed a partner that could help them bring a technically challenging new product to market without compromising on the quality standards their customers stake their teams’ safety on.
The Challenge
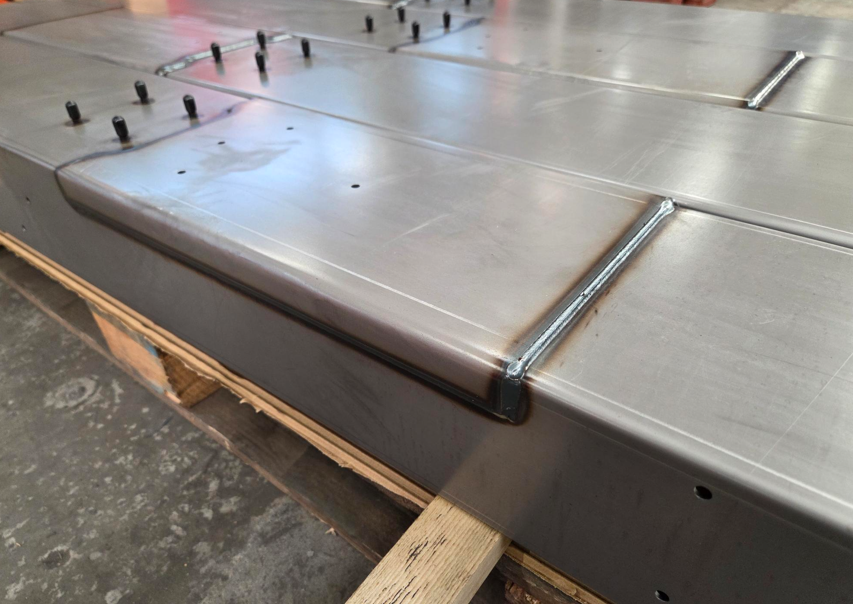
At the heart of the new product was a welded assembly that presented a significant manufacturing challenge. The part required a 1 mm flatness tolerance across a 1,500 mm span, alongside a 0.25 mm true hole-position tolerance. With over 1,800 mm of weld running through the centre of the assembly, the risk of distortion from welding contraction was considerable.
Conventional welding methods simply could not achieve the repeatability or accuracy required. The client had explored their options and recognised that standard approaches would not deliver the consistency needed for volume production. They required a manufacturing partner with both the technical expertise and the advanced capabilities to solve a problem that had no straightforward answer.
Beyond the technical challenge, the client needed confidence that their supply chain could scale. A solution that worked for prototypes but faltered at volume would undermine the entire product launch.
The Approach
Discovery
We assigned a dedicated project manager who worked closely with the client’s Quality and Engineering teams from the outset. The first stage involved a design-for-manufacture feasibility review, where we examined the drawings not to question the design intent, but to identify opportunities to enhance process stability and improve overall product quality.
Engineering Solution
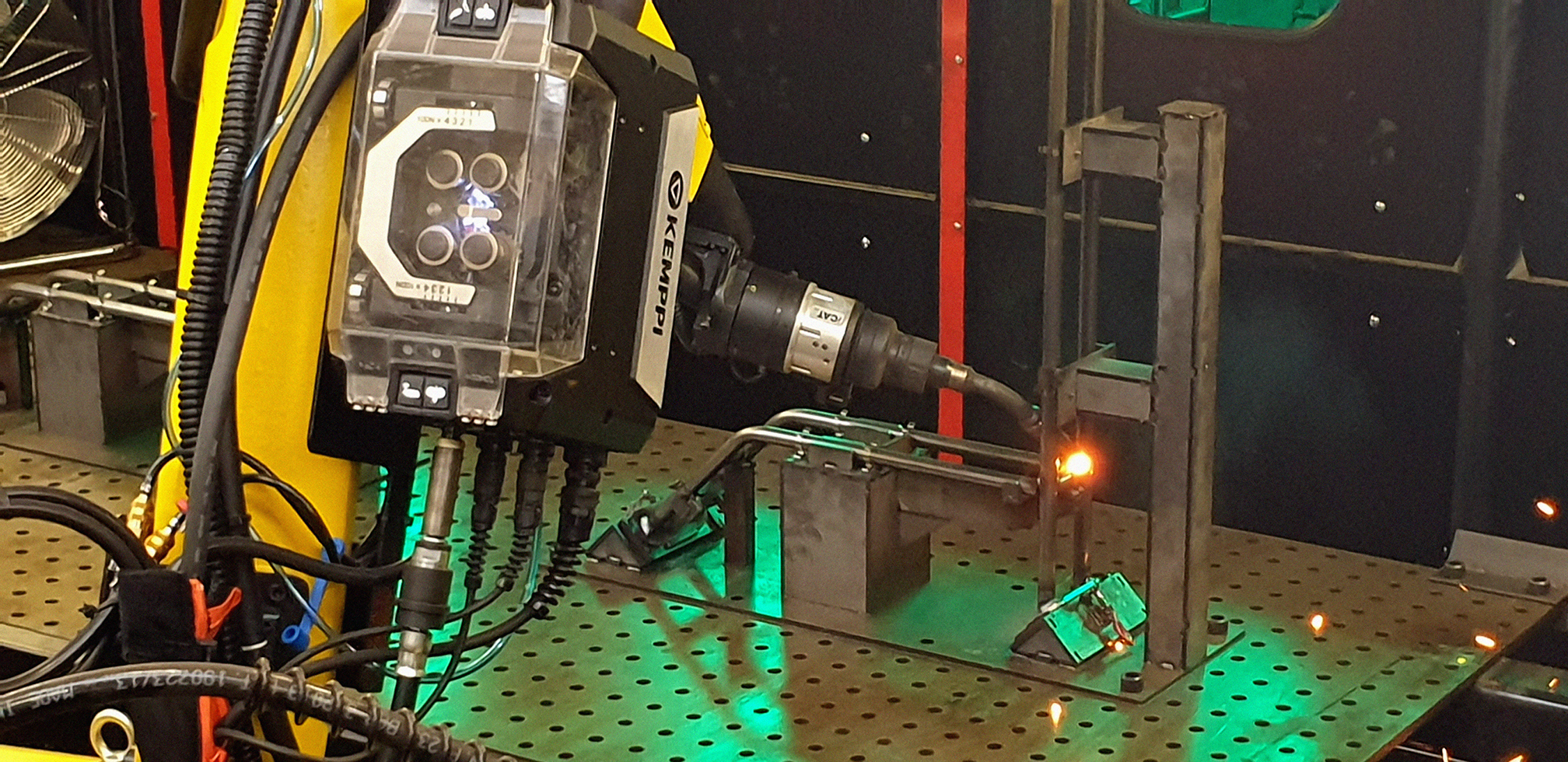
Our feasibility work confirmed what the client had suspected: the tolerances were not achievable using manual welding methods. We recommended transitioning to robotic welding, which would allow us to minimise heat input by welding at higher speeds with precisely controlled parameters.
We produced prototypes and used laser scanning to capture dimensional data for reverse-engineering analysis. This allowed us to identify and resolve discrepancies early, well before the production phase, ensuring repeatability could be proven before scaling up.
Process Development
To manage distortion, we conducted Measurement System Analysis (MSA) to quantify deflection levels under different welding conditions. Using this data, we designed a fixture offset specifically engineered to counteract the predicted distortion. This combination of robotic welding, controlled heat input, and a distortion-compensating fixture delivered a stable, repeatable process capable of meeting the client’s stringent requirements.
Technical Spotlight: Mastering Distortion Control
Problem: Achieving 1 mm flatness across a 1,500 mm span with over 1,800 mm of weld causing thermal contraction and distortion.
Approach: We applied Measurement System Analysis to quantify exact deflection patterns, then engineered a precision fixture with calculated offsets to pre-compensate for predicted distortion. Robotic welding provided the controlled parameters and higher speeds needed to minimise heat input.
Result: A repeatable manufacturing process that consistently achieves the 1 mm flatness and 0.25 mm true hole-position tolerances required for volume production.

The Results
We successfully helped the client bring a new product range to market by developing a repeatable manufacturing process for an assembly that conventional methods could not produce. The tolerances that were initially considered unachievable are now delivered consistently across production batches.
The client recognised that we delivered not only a high-quality product but also a strong partnership, characterised by clear communication, technical expertise, and reliable delivery performance. The results exceeded their expectations and strengthened trust in the relationship.
On the strength of this project, the client has since awarded further products to us and expanded the scope of work. It is satisfying to see a successful NPI translate into an ongoing partnership with room to grow.

Facing a manufacturing challenge that conventional methods can’t solve?
Let’s explore what’s possible.
“This project presented real manufacturing challenges, and the team approached it with a structured, engineering-led mindset from day one. Their work on process development, distortion control, and robotic welding gave us confidence that the tolerances could be achieved consistently — not just in prototypes, but at production scale. We originally considered these tolerances extremely difficult to achieve in a welded assembly at volume, but the result has been a successful product launch and a strong expanding partnership.”
The Partnership Today
What began as a challenging new product introduction has evolved into an expanded partnership. The client’s confidence in our ability to solve complex manufacturing problems has led them to bring additional products to us, including the continued manufacture of this product. Watching them successfully launch their new range and plan for significant volume growth is exactly the kind of outcome we work towards.


